1)催化裂化装置富氧再生工艺的应用**
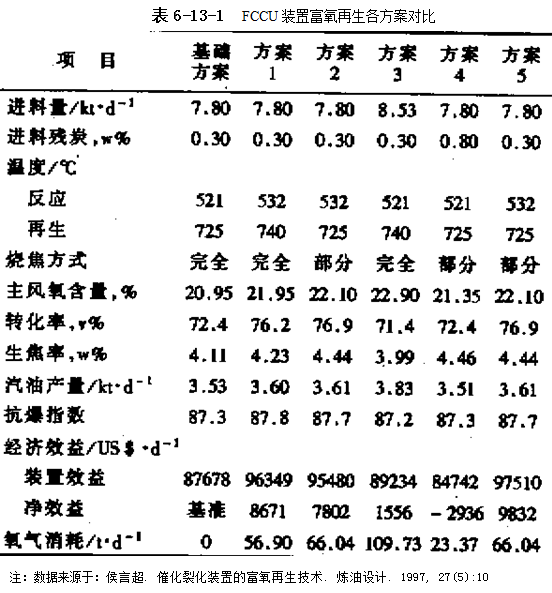
目前国内外已有几十套装置应用了富氧再生技术,一般富氧浓度为22-26%,综合效益均**显著。例如美国,催化裂化装置富氧再生工艺是富氧应用的第二大市场。表6-13-1是美国Linde公司的东芝加哥炼油厂采用富氧再生工艺的几种对比方案。从该表可以看出:采用部分烧焦方式的方案5比较理想,其中主风中富氧的含量只提高1.15%百分点,而转化率却提高了4.5%百分点,每天净效益达9832美元。
表6-13-2则是国外另一催化裂化装置富氧再生工艺的具体实施例,从该表可以看出,每年综合效益高达二、三百万美元。
表6-13-2 国外一催化裂化装置富氧再生工艺的具体实施例
|
项目
|
基 准
|
主风机供风能力极限
|
再生器气体表观线速极限
|
|
加工能力,m3/d(bl/d)
加工能力增加,m3/d (bl/d)
主风流量 m3/h(scf/min)
纯氧流量 m3/h(scf/min)
氧气浓度,V%
提高生产能力的效益 $/d
氧气价格 $/d
净效益 $/d
年净效益 M$/a
|
395(25000)
39.5(2500)
70406(41435)
0
20.95
-
-
-
-
|
434.5(27500)
39.5(2500)
70406(41435)
1475(868)
22.57
12500
4380
8120
2.84
|
434.5(27500)
39.5(2500)
68541(40337)
1866(1098)
23.04
12500
5541
6884
2.44
|
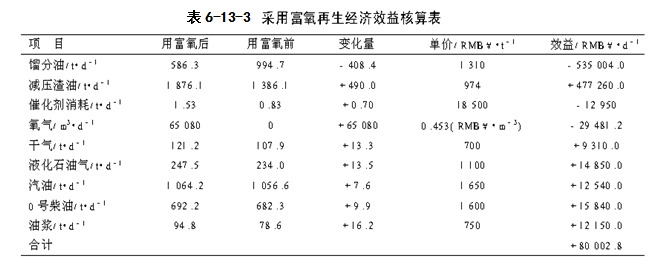
国内北京燕山石油化工(集团)有限公司的炼油事业部于1998年在Ⅱ套渣油催化裂化装置上亦已应用催化裂化装置富氧再生工艺:当富氧浓度为24.4%时,再生器的烧焦能力从8.95t/h提高到10.85t/h,提高了21.2%,进而使该FCCU掺炼减压渣油的比例从57.1%提高到85.s1%,再生催化剂烧焦强度可提高32%,提高了装置的*作弹性和催化剂再生**,装置*终生产能力可提高23%,特别适合于老装置的原料重质化或扩能改造,通过富氧再生技术,的改造,并连续运转17个月表明:原料中减压渣油**可达 85%以上,经对不同掺渣量工况进行标定,轻油收率在70%左右,液体收率在80%左右,取得了较好的产品分布,每年总效益两千八百多万元人民币,表6-13-3是有关经济效益核算表,投资回收期不到2个月。但要说明的是,北京燕山石油化工(集团)有限公司FCCU使用的富氧源为纯氧和空气混合物,由于制纯氧成本较高,还需特殊的**设计,亦有可能混合不匀,造成局部氧浓度增高,而且施工、日常运行和管理等均必须**严格,
催化裂化作为石化行业*重要的二次加工手段,创造了巨人的经济效益和社会效益。
随着对轻质油品需求量的不断增加,重油催化裂化技术获得了长足发展,但同时也不可避免地带来了生焦量增加的问题,这就需要有更大的催化剂再生能力。不过,在不追加新的投资的情况下,多数装置扩大再生能力是不容易的,主要是因为受到了主风机供风能力、再生器床层表观气体的线速和旋风分离器入口线速等因素的限制形成的“瓶颈”。催化裂化装置富氧再生工艺通过向主风中掺入部分高浓度富氧以提高主风中的富氧浓度,在满足催化剂流化等正常*作所需主风量的前提下,从而提高装置处理能力或*作苛刻度。该工艺还可优化产品结构、提高装置*作灵活性、**能耗,经济效益显著。
催化裂化装置富氧再生工艺的主要优点
2)提高装置的处理能力: 如美国东芝加哥炼油厂用25.5%的富氧,能提高装置的处理能力15%;Pester炼油厂的催化裂化装置,在其它方面未做**改动的情况下,采用富氧再生后,处理量由5Mt/a提高到6Mt/a;
3)提高转化率、改善装置收率:由于用富氧再生,烧焦强度提高,再生剂碳含量**,催化剂平衡活性和选择性上升,有利于**焦炭和气体产率,提高高价值轻质油品的收率。如用25.5%的富氧, 转化率能提高5%;
4)提高*作灵活性,适应季节性和原料的变化:如夏天,风机供风能力不足,用富氧可以灵活调节;还可以灵活地调整装置加工量,以适应原油供应和成品油市场需求的变化;
5)可以提高装置*作苛刻度,进一步提高装置掺渣比,而不**加工量。如加工能力为474m3/d,用富氧可提高到496m3/d,并掺炼15.3%的常压渣油, 年效益达100-300万美元;
6)在加工高硫含量原料油时,为了使氧化硫尽快转化,**考虑应用富氧再生;
7)新建装置若考虑富氧再生,可节省再生系统、催化剂回收系统和能量回收系统的投资;
8)当再生器表观线速受限制时,用富氧再生在提高装置处理量或掺渣比的同时并不影响再生器床层流化和催化剂损失,也不会增加对旋风分离器的磨损,同时也避免了CO锅炉中线速过高带来的问题;
9)可**单位焦炭烧焦所需的耗氧量,如美国 Texas City 炼油厂,用普通空气耗氧为3.12 Kg/Kg焦炭, 用富氧空气耗氧则降到3.02 Kg/Kg焦炭;
10)在提高再生器烧焦能力的同时,还可以控制再生器密相段烧焦更均匀;
11)使用富氧能减少NOX和SOX的产生;
12)有利于回收烟气能量,含氧量每增加1%,就意味着烟气量增加1.73%,这对烟气能量回收**有利;
工程上的收益:在较短的时间内便可实施;总投资少;停工短或不需停工;装置改动量极少。